|
The "White Gold" of the Batschka
Hemp Industry
in Batschsentiwan
by
Hans
Kopp
Edited by Nancy Wyman
Published at DVHH.org by Jody McKim Pharr, 15
Nov 2006
The superior quality of the hemp
grown and processed in the Batschka, the
economic upswing and Germany’s war preparation
created an increase in the demand for hemp
products. By the time the Batschka was returned
to Hungary in 1941, hemp factories, hemp combing
plants and hemp export firms in Batschka grew
like mushrooms. Hemp had been grown from the
time of settlement, particularly in the German
villages.
At 10% of all
agricultural production, the
demand for hemp products was
already high and would increase
to 30% by 1944.
Hemp was grown on the best fields
containing rich humus soils. This was often
achieved on freshly cut forest grounds where
bumper crops could be harvested twice during the
year. The fields had to be plowed three to four
times a year, fertilized with plenty of dung and
in the later years mineral fertilizer found its
use.
The planting was done around the
20th of April to the 10th
of May. Growing hemp did not require much care
since it grew very tall - about 2.5 meters high,
giving weeds little chance to grow. On the
average with good weather and the right amount
of rain, the hemp could be harvested in 105 to
110 days. After the hemp harvest, wheat was
often grown very successfully on the same
fields. Harvesting took place only after the
hemp blossomed, to obtain the best quality. It
was also extremely important that proper
cross-pollination took place, as poor
cross-pollination would yield a lesser quality.
The hemp buyers did inspect the fields of a
grower prior to giving the o.k. to harvest the
hemp. The hemp was usually sold directly to the
hemp factory either according to weight or by
acreage.
As soon as the hemp was cut and
dried, it was taken to the curing area were it
was submerged into water about 1 to 1.5 meters
deep. They used swampy rivers (in Batschsentiwan
it was the Mostonga River) or dug out curing
pits to accomplish the curing of the hemp. The
hemp had to be submerged into the water using
the rivers muck from the river bottom, which was
placed on top of the hemp to submerge it. This
was extreme difficult work.
This was extremely
difficult work, and as early as 1910,
improvements were introduced to the curing
process, such as the use of wooden boxes in the
pits that were filled with water, making it
easier to apply the necessary weight to submerge
the hemp.
Another disadvantage of open
water curing was that the hemp had to be washed
to clean it of the muck used to submerge the
hemp. The curing process was achieved when one
could see germination taking place as the hemp
produced small bubbles. The process of curing
took about 4 to 5 days and in cooler
temperatures somewhat longer. The hemp was
removed and laid out to dry before the breaking
process could take place. When more room for
drying was available the hemp was laid flat,
which made it lighter as the sun dried and
naturally bleached the harvested hemp.
The hemp-breaking process was
also very back breaking work and produced a
by-product of “break-wood” (splinters) called
“Brechagel” and the primary product of hemp
string fibers. When separated, the fibers were
taken to the combing factories from which
several grades of “swing hemp” were produced.
The combing process produced a
by-product known as the “wick.” It was the
actual knotted parts obtained through the
process. The wick found many uses such as
packing and insulating material. In earlier
years, wick was used as binding material in
construction of the “rammed earth” houses in
place of straw was used and also found uses as
ceiling rolls (see building our homes). The “Brechagel,”
or break-wood hemp became an inexpensive heating
material for the winter for many of the families
of low income.
The measurements were derived
from the Austrian-Hungarian system of measures.
The weight was measured in Kilogram and Kilogram
Meters. The area in Katastraljoch and Klafter
which contained 8 Klafter by 200 Klafter giving
you an area of 1,600 square Klafter equaling
5,754 square meters or an area of 75.8 X 75.8
meters. On a good field one could harvest 6,000
kg of hemp.
At the time of our expulsion
there were 9 factories in Batschsentiwan, one in
Sonta, one in Svilojevo. Their names; 1.
Augustin & Gams, 2.
Jakob Himmelsbach, 3. Anton
Kerschner, 4.
Brothers Lenz & Seidel, 5.
Stefan Martin, 6. Pfeiffer &
Hack, 7.
Johann Tettmann, 8. Anton Theiss,
9.
Georg Wahl, 10. Johann Wurtz (in
Svilojevo), 11.
Carl Zirbs & Sohn (in Sonta) and
Geza Gabor in Sonta a leased factory.
Batschsentiwan had two rope
makers: Ebli und Miritsch. They produced cow and
horse ropes, ropes for bridles, as well as,
ropes for various applications of different
length and thickness, ship-lines, small ropes,
clothes lines and tow ropes.
First-rate swing hemp could not
have more than 2% waste. The half-rate swing hemp
however, was allowed to have 8% of waste. The
quality was numbered by grade, and the combing
factories usually produced grades 4 through 8. A
quality of 4 was used for sacks while a quality
5 was used to make tarps for wagons, trains and
trucks. Qualities 5 through 7 found their use
for clothing, bedding and the “ticking” for the
“Strohsack” (the mattresses of the
Donauschwaben, often stuffed with fine leaves
obtained from husking corn, long underwear in
Hungarian called ”Gatjer“), trousers and aprons
for women and men.
The finest quality of grade 8
was used for shirts and fine linen. It was
obtained by rubbing the fibers by hand, but was
not produced in quantities. In Batschsentiwan,
it was only produced by the Thomas Raab factory.
In more recent years, speaking of the 1930’s,
most of the processing was accomplished with
machines. The finer grades of hemp were usually
spun into yarn by the women during the winter
months, which were then taken to the weavers.
Batschsentiwan had three weaving factories: Kraml, Pechlov und Tschismar.
At the time of the Danube Swabian expulsion,
there were still 37 combing factories in
operation, 11 large factories and 26 smaller.
The owner of the combing factories were: 1 Augustin & Gams, 2 Georg Berg, 3 Leopold Berti,
4 Michael Bretträger, 5 Georg Daljac, 6 Drescher
& Kowatsch, 7 Stefan Ebli, 8 Stefan Ebli (Frau
Hippich), 9 Adam Fink, 10 Andreas Fink, 11 Jakob
Fuderer, 12 Michael Gams, 13 Wilhelm Hemm, 14
Johann Herrmann, 15 Herrmann & Dombeck KG, 16.
Jakob Himmelsbach, 17 Anton
Kerschner, 18.Karl Kihn, 19 Johann Kleiner, 20
Kasper Knobl, 21. Josef Kurutz, 22. Franz Mahr,
23 Georg Marz, 24 Josef Marz, 25 Pfeiffer &
Hack, 26 Valentin Pokasz, 27 Jakob Posch, 28
Thomas Raab, 29 Hans Sekulinac, 30 Johann
Tettmann, 31 Anton Theiss senior, 32 Anton
Theiss junior, 33 Johann Theiss, 34 Georg Traub,
35 Josef Traub, 36 Andreas Wiegert, 37 Carl
Zirbs.
The combing factories at the end
of 1944 still occupied about 400 combers. A
comber could comb about 25 kg of hemp in an
hour, which was about 20 kg in an 8-hour day.
400 combers produced 8,000 kg of combed hemp per
day.
By 1900 companies were already exporting their
products to England. The export firms of
Batschsentiwan after the First World War
delivered not only to countries in Europe but
also throughout the rest of the world. The main
buyers were Germany, England, France,
Switzerland and Czechoslovakia.
Therefore it can easily be
understood why the hemp was referred to as the
“White Gold of the Batschka,” not only for the
people of Batschsentiwan, but for all the
Donauschwaben in the Batschka. It also can be
easily understood how important the hemp
production was for the Kingdom of Yugoslavia.
The hemp production was
backbreaking work, but it brought great profit.
The hemp industry employed 40 % of the German
workers and produced 76% of Yugoslavia’s export
prior to WW II in which Batschsentiwan
participated with 20%. Their hemp export sales
before WW II were 120 to 150 million Reichsmark.
On average, the Donauschwaben farmer used 20 to
25% of his fields to plant the “White Gold”,
while Batschsentiwan used 30% of their fields.
The factories produced 2,400 metric tons of raw
hemp. Up to 1944 the hemp trade centers in
Europe were Hodschag and Neusatz (Novi Sad). Of
the existing 140 hemp factories in Yugoslavia in
1942 in the Batschka, 101 were owned and
operated by Germans and they grew about 80% of
the hemp and produced 95% of the hemp products
in which Batschsentiwan had a leading role. The
Donauschwaben vaulted the Yugoslavian hemp
export into the fifth largest market in world,
only surpassed by Russia, Italy, Japan/Korea and
Romania. However, the hemp the Germans produced
was superior in qualities of tensile strength,
as well as water resistance.
Tabulation of the towns with hemp
combing/refining companies in the Batschka:
|
Name of town |
Number of Companies |
Number of Combers
|
|
Veprovac |
5 |
41 |
|
Sentiwan
|
39 |
661 |
|
Parabuc
|
2 |
24 |
|
Apatin
|
1 |
16 |
|
Doroslovo |
6 |
60 |
|
Bukin
|
3 |
27 |
|
Pasicevo
|
2 |
21 |
|
Filipowa
|
78 |
374 |
|
Karavukova |
2 |
26 |
|
Odžaci
|
9 |
85 |
|
Milititsch
|
41 |
415 |
|
Brestowatz
|
24 |
114 |
|
Bacs
|
3 |
14 |
This makes a total of 13 towns
with 215 companies and 1,878 combers. As can be
seen, Batschsentiwan employed the most combers
with 35.2%. The town of Batschsentiwan with a
population 6,300 employed 1,300 people in their
hemp industry in addition to the farmers growing
the hemp. The town had 11 major exporters after
the First World War.
The exporters were: Augustin &
Gams, Johann Hermann, Jakob Himmelsbach, Anton
Kerschner, Hans Kleiner, Nikolaus Pfeiffer,
Thomas Raab, Franz Tettmann, Johann Tettmann,
Anton Theis und Karl Zirbs.
From 1941 until our expulsion in
1944 the hemp export of Yugoslavia came to 90%
from the Donauschwaben in which Batschsentiwan
participated with 22.6%.
The catastrophic years before the
end...
In less then 30 years (from 1911
to 1940), Batschsentiwan developed from a poor
village to the richest town not only from
the Batschka, but Yugoslavia as per Leopold
Rohrabacher’s statement in his book “Ein Volk ausgelöscht.“
In 1941 the town began to feel
the impact of the war when the first hemp
factory of the Theiss family was burned to the
ground. Only a half hour later, it was the
Augustin & Gams factory, which succumbed to the
saboteurs. Since the Theiss factory stood near
our home, I became a witness to the fire and
watched it consume the entire plant in a few
hours. However, only the factories supplying
hemp to Germany were affected by the saboteurs;
those delivering goods to England and France
were spared. The Serbian police could not or
would not seek out the people responsible for
the fire, but in the end the owners actually
profited, with the insurance compensating them
and many built new companies in Austria or
Germany. Yugoslavia became a big loser, as they
lost the hemp production of the future, and with
it substantial revenue they would never again
realize after the war. It was an economic
downfall from which they never did recover after
the Donauschwaben were expelled. This was
certainly the biggest blunder by Tito’s regime.
Hemp the white “Gold of the
Batschka” was a product of hard labor and many
sacrifices, as the photo sequence reveals.
Excerpts
from the book “The
Last Generation Forgotten and Left to
Die” by Hans Kopp, with additions.
|
|
Harvest
The stalk was cut
off just above ground.

A young family
often had to bring everybody along
to harvest hemp, since help from
the women was mostly required to make a good start. [Filipowa]
Curing
Submerging hemp stalks into a
swamp or river,
underneath the
muck of the river.

The curing took 4-5
days (or longer in cold weather).
|
 |
Submerging
hemp with muck or soil from the river bottom was a back breaking work like here
in the Mostonga River. [Batschsentiwan] |

As the hemp industry
grew cement pits were built for
the curing and replacing much of the difficult
work
for the hemp growers. [Batschsentiwan]
Washing/rinsing
Removing
the river’s muck.

These farm hands are removing
cured hemp
from the river after rinsing, to
be air dried. [Filipowa]

Retrieving hemp from
the river after the curing
process is completed was not an easy chore.
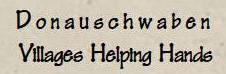
Drying
Hemp was laid out in the sun to dry.

Air drying and breaking in progress.
[Miletitsch]

Loading the hemp for
shipment to be further
processed by the breakers. [Militetisch]
Breaking
The brechagel (or breakwood) is
separated and
removed from the
hemp “strings.”

Several families
were involved in the hemp
breaking. In
the back you can see the piles of Brechagel, often used for heat in
the winter months by the families employed to do this hard labor, as a bonus for
their dedicated work. [Batschsentiwan]


The work and the tools used for breaking hemp. It also
clearly shows the difficulty of the task at hand. [Batschsentiwan]

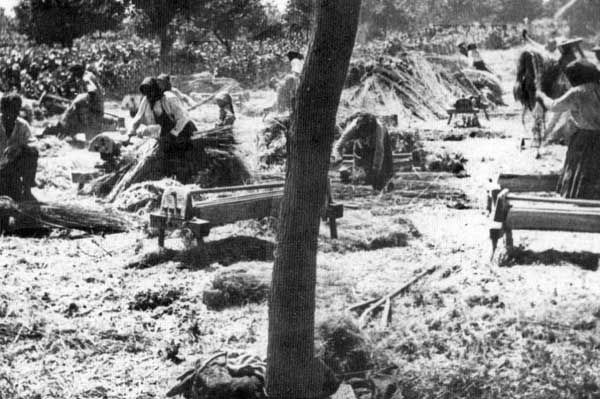
Hemp
factory workers also included women & teenagers. It was not uncommon
during this time in Europe to
find 14 year olds on the
workforce as apprentices. The
combers (Hechler) were for the most part quite a social group
of men who enjoyed life telling many stories and jokes during their work, often
welcomed by the passersby but also embarrassing at times when personal jokes were
made. [Batschsentiwan]
Combing “Hechling”
The hemp strings are further
processed in this step, and
separated into “spin hemp” which
was soft and spun into clothing
and fine linens and “swing hemp”
which was used to make the
rope. The by-product of “wick”
was used for stuffing, or
building materials.

Take a closer look
inside at the combing operation. The basket in front of the
comber is for the by-product of the wick, which found many uses. In front of the
basket the combs can clearly be seen over which the hemp was racked to produce
the fine product needed for spinning it into yarn or to export. [Batschsentiwan]

A more productive line
of comber stalls at a factory. [Altker]
Bundling hemp for shipping.
[Batschsentiwan]

Finished fine combed hemp stored
in a warehouse,
ready for
further process or shipping. [Batschsentiwan]

The Theiss family hemp factory in Batschsentiwan.
Open stalls provide fresh air & daylight for the workers. It was this factory I saw going up in smoke
during the war in 1941, started by saboteurs. The fire created a huge thick dark
cloud one could see from afar. There were no firemen at the time to save the
plant and when we returned the next day only ashes were left where many workers
once earned a living.

A large plant
operation where great
quantities of cured
hemp were processed. [Altker]

Rope maker Herr Bissinger of Altker,
shows us his operation of making ropes.

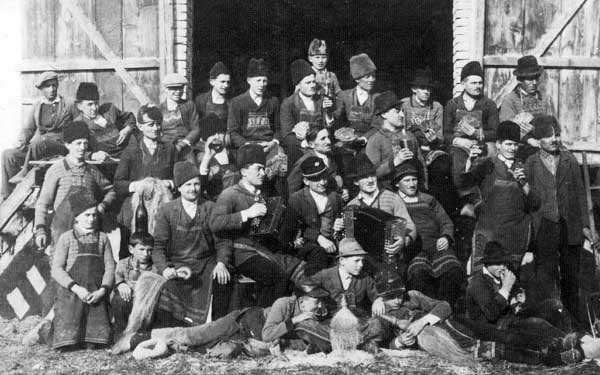
These ladies in
Batsch-Brestowatz with their little helper spin hemp into yarn, while the
children roll up the yarn coming of the spinning spindles.

At the end, seeds to be
harvested from prime plants for the future crops. The hemp was pounded
over logs to release the seeds.
[Kischker] |